





Polymaker
Polymaker PC-PBT 1kg 1.75mm Filament
Polymaker PC-PBT 1kg 1.75mm Filament
Low stock: 2 left
Couldn't load pickup availability
Extremely tough and durable PC-PBT blend with durability at sub-zero temperatures along with good chemical resistance and heat resistance. Formulated using Covestros Makroblend® resin.
- High quality Polymaker PC-PBT based on Covestros Makroblend® resin
- Best-in-class impact strength and durability.
- Great toughness at low temperatures (-30℃).
- Good heat resistance up to 107℃ HDT.
- Good chemical resistance.
- Consistent colour and tolerance (1.75mm diameter +/- 0.03mm)

Polymaker™ PC-PBT is a PC/PBT polymer blend featuring outstanding impact resistance with good toughness maintained at low temperatures (-30˚C) where other plastics would become brittle. PC-PBT also features good heat resistance and good chemical resistance with characteristics that make it an ideal choice for automotive exterior parts such as bumpers, roof rail brackets or door handles.
Features
- Outstanding Impact Strength + Low Temperature Toughness - Polymaker™ PC-PBT delivers outstanding impact strength with good tensile strength. Where other plastics will become brittle at low temperatures, Polymaker™ PC-PBT will maintain good impact strength at sub-zero temperatures (-30˚C).
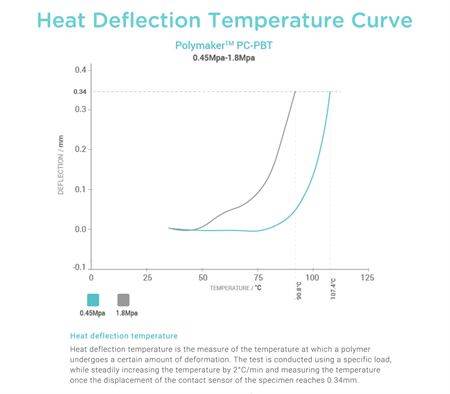
- Heat Resistant - Well suited for a range of automotive and engineering applications, Polymaker™ PC-ABS displays great heat resistance, with heat deflection temperature up to 107℃ (0.45MPa).
- Good Chemical Resistance - Polymaker™ PC-PBT is resistant to hydrocarbons, alcohols, organic acids, inorganic aqueous salts, and mild base and acid solutions. This makes them suitable for applications requiring resistance to intermittent contact with many lubricants, solvents, fuels, oils, cleaning agents, and other automotive-type chemicals.
- Formulated For 3D Printing - Using Covestro’s Makroblend® family as its base material, Polymaker™ PC-PBT is specifically engineered for 3D printing to combine excellent mechanical properties and printing quality. Makroblend® is widely used in various industries. Enclosure and 100°C heated bed required; a heated chamber is highly recommended.
- Uncompromised Quality - Polymakers leading quality control process and rigorous in-house testing ensure reliable printing and consistency across spools and batches.
Printing Settings
| Nozzle Temperature | 260°C - 280°C |
|---|---|
| Build Plate Temperature | 100°C - 115°C |
| Build Surface Material | Can work with most build surfaces i.e Glass, BuildTak® etc Rigid build plates recommended compared to magnetic flex plates though this does depend on bed magnetism. |
| Build Surface Treatment | Apply Magigoo PC or PVA glue to the build surface to improve adhesion. |
| Enclosure | Required |
| Heated Chamber | Highly recommended, 100˚C - 115 ˚C required for most geometries. |
| Cooling Fan | OFF for most printers. LOW FAN speed may be required inside some heated chambers. |
| Printing Speed | 30 mm/s - 50 mm/s |
| Retraction | The ideal retraction settings vary from printer to printer and depend on the hot end. The following settings have been a good starting point for many machines. Direct Drive: Retraction distance of 1mm with retraction speed of 20mm/s Bowden: Retraction distance of 3mm with retraction speed of 40mm/s |
| Recommended Support Material |
Self-support. |
The above are printing recommendations based on 0.4 mm nozzle. Please note ideal printing conditions may vary depending on your 3D printer setup. For high speed 3D printers, make sure to increase your extrusion temperature in order to use higher printing speeds.
PC-PBT requires a stable and hot printing environment. Before printing we recommend to pre-heat your build plate 20 - 30 minutes before printing. In colder climates a longer pre-heating time may be useful. For users printing without an actively heated chamber, be mindful of the part size and infil density, larger or denser parts will use more material which will result in more residual stresses within your part.
For other tips printing Polymaker™ PC-PBT contact us!
Annealing PC-PBT
For the best mechanical performance it is recommended to anneal parts printed in Polymaker™ PC-PBT. Annealing is the process of heating up the printed parts at a certain temperature for a certain period of time. The purpose of annealing Polymaker™ PC-PBT is to release the internal stress which accumulates during the printing process. If not annealed soon after the printing process, internal stress can create micro cracks over time and weaken the part.
Annealing Settings - 90˚C for 2 hours.
Specification
| Net Weight | 1kg |
|---|---|
| Material Type | PC-PBT |
| Density | 1.2 (g/cm3 at 23˚C) |
| Colour |
Black |
Compatibility
Polymaker™ PC-PBT has been engineered with 3D printing in mind however please note this material requires a heated bed and enclosure. We highly recommend printing with an actively heated chamber for the best printing results.
Of course with thousands of unique 3d printer models on the market, we can't guarantee each filament type will work with every 3D printer.
Technical Data
All testing specimens were printed under the following conditions: Nozzle Temperature = 260˚C, build plate temperature = 110˚C, enclosure temperature = 100˚C, infil = 100%, cooling fan = OFF
All specimens were conditioned at room temperature for 24h prior to testing.
THERMAL PROPERTIES
| Value | Testing Method | |
| Glass Transition | 140°C | DSC, 10°C/min |
| Heat Deflection Temperature |
0.45MPa - 107.4°C HDT Curve |
ISO 75 |
| Vicat Softening Temperature | 139°C | ISO 306, GB/T 1633 |
MECHANICAL PROPERTIES
| Value | Testing Method | |
| Youngs Modulus (X-Y) |
1,940.2 MPa | ISO 527, GB/T 1040 |
| Tensile Strength (X-Y) |
50.4 MPa | ISO 527, GB/T 1040 |
| Tensile Strength (Z) | 37.9 MPa | ISO 527, GB/T 1040 |
| Elongation at break (X-Y) | 4.6% | ISO 527, GB/T 1040 |
| Bending Modulus (X-Y) | 1,950.3 MPa | ISO 178, GB/T 9341 |
| Bending Strength (X-Y) |
77.3 MPa | ISO 178, GB/T 9341 |
| Charpy Impact Strength (X-Y) |
33.0 kJ/m2 | ISO 179, GB/T 1043 |
| Low Temperature Impact Strength (X-Y) | 15.7 kJ/m2 | ISO 179-1/1eA:2010, -30°C |
We have full MDS and technical data sheets for Polymaker™ PC-PBT and all other Polymaker products. Contact us to enquire!
The typical values presented in Polymakers data sheet are intended for reference and comparison purposes only. Due to the nature of 3D printing they should not be used for design specifications or quality control purposes.
STORAGE & DRYING
All plastics are hygroscopic meaning they absorb moisture from the air which can affect printing quality and strength of printed parts. How quickly this absorption occurs depends on the material and your environment. Polymaker™ PC-PBT filaments are dried and packaged in a vacuum sealed bag with desiccant to ensure the best printing quality. When not in use Polymaker™ PC-PBT should be stored away from sunlight and sealed in the packaged resealable bag.
Although filaments can be dried, drying will speed up the aging process of the plastic. Preventing the filament from absorbing moisture in the first place is the best solution to keep your filament working to its maximum potential. For long term storage we highly recommend storing in a sealed container with dry desiccant that reduces the relative humidity to 10-20% RH.
In-house we manage our filaments with Polymakers PolyDryer™ which keep offers best-in-class sealing to protect filaments from absorbing moisture
If you hear popping sounds and notice that the surface quality of your print is uneven or the colour is not consistent, this is a likely indicator that the filament has absorbed too much moisture. Spools of Polymaker™ PC-PBT can be dried with Polymaker PolyDryer™ using power level 3. Alternatively if you have a convection oven that is accurate at low temperatures, users can dry filament in a preheated convection oven at 75˚C for up to 6 hours. Results may vary depending on the accuracy of your oven so please be conservative. For more information about filament drying please read our user guide.
FAQ
Q: Polymaker manufacture many different PC filaments, which one should I purchase?
A: PolyLite™ PC and PolyMax™ PC are the best choices for users who are interested in 3D printing strong PolyCarbonate parts that don’t have a specialised requirement. These two materials are easier to print when compared to PC filaments from other brands. PolyLite™ PC offers transparency and the best value for general purpose printing and PolyMax™ PC is our most popular PC filament, with boosted toughness and additional benefits in printability. Aside from variances in price and mechanical performance, Polymaker™ PC-ABS, Polymaker™ PC-PBT and PolyMax™ PC-FR offer unique solutions for industrial applications, with excellent mechanical performance and higher printing requirements. Polymaker™ PC-PBT for example offers excellent toughness at subzero temperatures whereas PolyMax™ PC-FR offers the best flame retardancy. To discuss which material is the best for your printer and application, contact us today!
Q: Do I require an actively heated chamber to print PC-PBT?
A: Generally, yes. PC-PBT has high environmental temperature requirements to help control and reduce warping forces. Success may be found printing very small parts without an actively heated chamber but certainly a controlled chamber temperature up to 110℃ will be critical to print many geometries accurately. A higher heated chamber temperature helps to prevent the accumulation of residual stresses in your print which can reduce the effects of warping.
Q: Is it possible to print PC-PBT without warping?
A: A stable actively heated chamber high temperature environment is required to print larger PC-PBT parts without warping and whether a part is susceptible to warping will vary on how the residual stress releases within the parts geometry. Most users print PC-PBT with the heated bed set to 115˚C and an enclosed heated chamber with active heating that maintains a chamber temperature of 115˚C, this effectively reduces internal stress which would otherwise cause PC-PBT to warp or crack during printing. Although there are some exceptions, to print most parts in PC-PBT, 3D printing with a professionally designed heated chamber is required.
Q: What is an actively heated chamber and passively heated chamber?
A: An "actively heated chamber" is an industrial printer that uses active heating elements to reach a stable and high temperature build volume. Some are designed to reach 100°C and others designed to reach up to 200°C. To extrude reliably at these temperatures and prevent thermal creep, manufacturers generally implement a bellows system or water cooling for the print head and extruder. To maximise printer up-time, the motion system is usually designed to ensure core electronics and stepper motors sit outside of the heated environment. A "passively heated chamber" is a marketing term that is sometimes used to describe a printer with a heated build plate and an enclosure. The heated build plate will radiate heat and the enclosure traps this heat but the internal temperature will generally sit between 40 and 60℃. A passively heated chamber is useful but there will be significantly more limitations in comparison to using an actively heated chamber.
Q: Is annealing Polymaker PC-PBT required?
A: We recommend annealing all models printed in Polymaker™ PC-PBT right after the printing process to release the residual internal stress in your parts. Annealing is an important process release these stresses which will maximise the mechanical properties of your part and ensure they aren't compromised. If left within a part, residual stresses can result in microscopic stress cracking which will ultimately effect the mechanical properties of your part. The hotter your printing environment, the less residual stresses will likely be in your part, the colder your printing environment, the more residual stress will have accumulated in your part. In simple terms printing parts in PC-PBT without an actively heated chamber, or potentially without any enclosure may be possible for some applications but annealing is highly recommended to ensure the best mechanical properties. Users who print with an actively heated environment will have significantly less residual stress in their parts, we still recommend annealing but the mechanical effects of micro-cracking are inherently lessened due to the reduction in stresses. We recommend annealing parts in an oven for 2 hours at 90˚C.
Q: What chemicals does Polymaker™ PC-PBT resist?
A: Polymaker™ PC-PBT is resistant to hydrocarbons, alcohols, organic acids, inorganic aqueous salts, and mild base and acid solutions. Additional influence parameters of the chemical resistance properties of material are the: Composition of the surrounding media, temperature and duration of exposure. It is essential to test them under actual operating conditions first. Polymaker™ PC-PBT is NOT resistant to strong alkalis or chlorinated, aromatic, ketone- or ester-containing solvents.
Q: Is Polymaker™ PC-ABS UV resistant?
A: We currently have no data in relation to UV resistance. For applications that won't be post-processed and require good UV resistance we recommend considering PolyLite™ ASA.
Q: Should I rewind this filament if I want to use it with a different spool?
A: We strongly advise against tampering with the product by rewinding. See our article for full details about the risks. All Polymaker filaments are wound with tension but without strain. Rewinding completely rearranges the curvature of the winding and this strain over time can cause most plastics to catastrophically break. If for some reason your printer is locked into fitting less than standard sized spools, there may be safe printable adaptors or external mounting solutions available.
Don't know where to start? Or which filament will suit your application? We have a broad range of support options including telephone support. Contact us today!
| Filament | |
| Diameter | 1.75mm |
| Spool Weight | 1kg |
Polymaker™ PC-PBT is a polymer blend combining the good chemical resistance of PBT with the strength and toughness of polycarbonate. Polymaker™ PC-PBT performs very well under extreme circumstances whether in contact with hydrocarbon-based chemicals or operating at subzero temperatures. Polymaker™ PC-PBT maintains good toughness and its natural ductile fracture behaviour at low temperatures.
- Good toughness maintained at subzero temperatures.
- Excellent heat resistance.
- Fantastic tensile strength, flow and inter-layer adhesion.
- Good chemical resistance.
- Based off Covestro's Makroblend® resins, Polymaker™ PC-PBT has been engineered and optimised specifically for 3D printing.
Polymaker™ PC-PBT is well suited for a wide range of industries requiring chemical resistance or good performance across a wide temperature range.. Polymaker™ PC-PBT uses Covestro’s Makroblend® family as its base material which is a commonly used plastic. Polymakers partnership with Covestro has brought new 3D printing filaments to the market by taking formulas that are already well known to industry professionals and optimising them for 3D printing.
Compared to PC resins and PC-ABS compounds, PC-PBT has better resistance to chemicals, which enables printed applications where resistance to intermittent contact with fuels, oils, lubricants, cleaners is necessary.
Materials
Materials
PLA - This solid filament is used to make models that are a refined representation with rigid properties.
TPU - This flexible filament holds the shape of the model and can with stand being twisted and squashed to survive the field environment.
Shipping
Shipping
Free standard shipping and Express for free orders over $300 calculated at the checkout.
All items are shipped from Townsville, QLD.
Shipping World Wide - coming soon.
Care Instructions
Care Instructions
PLA
Temperature:
Keep it cool! PLA starts to soften at around 60°C (140°F), so avoid placing it near heat sources or leaving it in hot cars.
Sunlight:
Prolonged direct sunlight can cause fading and potential deformation. Try to keep it out of long sun exposures.
Cleaning:
Gently wash with warm water and a bit of mild soap using a soft cloth. No harsh scrubbing, please!
Handling:
Handle with care—avoid excessive bending or dropping it, as PLA is rigid and can crack or break.
Storage:
Store in a cool, dry place to maintain its shape and longevity.
TPU
Temperature:
TPU is built to be flexible, but still avoid extreme or prolonged heat. It’s more resilient than PLA, but unnecessary heat can still degrade it over time.
Sunlight:
Try not to leave TPU items in direct sunlight for too long, as UV rays can fade the colors and slowly affect the material quality.
Cleaning:
Just like PLA, a quick clean with warm water and mild soap works great. Use a soft cloth and don’t be too rough.
Handling:
Enjoy its flexibility! However, even though TPU can bend, continuous stretching or heavy impacts might wear it out faster.
Storage:
Keep it in a cool, dry spot away from harsh elements to maintain its flexibility and appearance.